
3月11日上午,兰州兰石重装换热公司车间内,刘自飞俯身轻抚一台银灰色设备的表面,指尖划过光滑如镜的焊缝,神情专注。手机震动,一条来自贵州六盘水的消息跳出来:“‘超碳一号’运行平稳——这颗‘能源心脏’,是你们用数万道焊缝铸就的!”他念给身旁同事听,语气平静,眼底却泛起微光。

但在此刻,两年来连闯三关的日日夜夜,瞬间涌上心头。
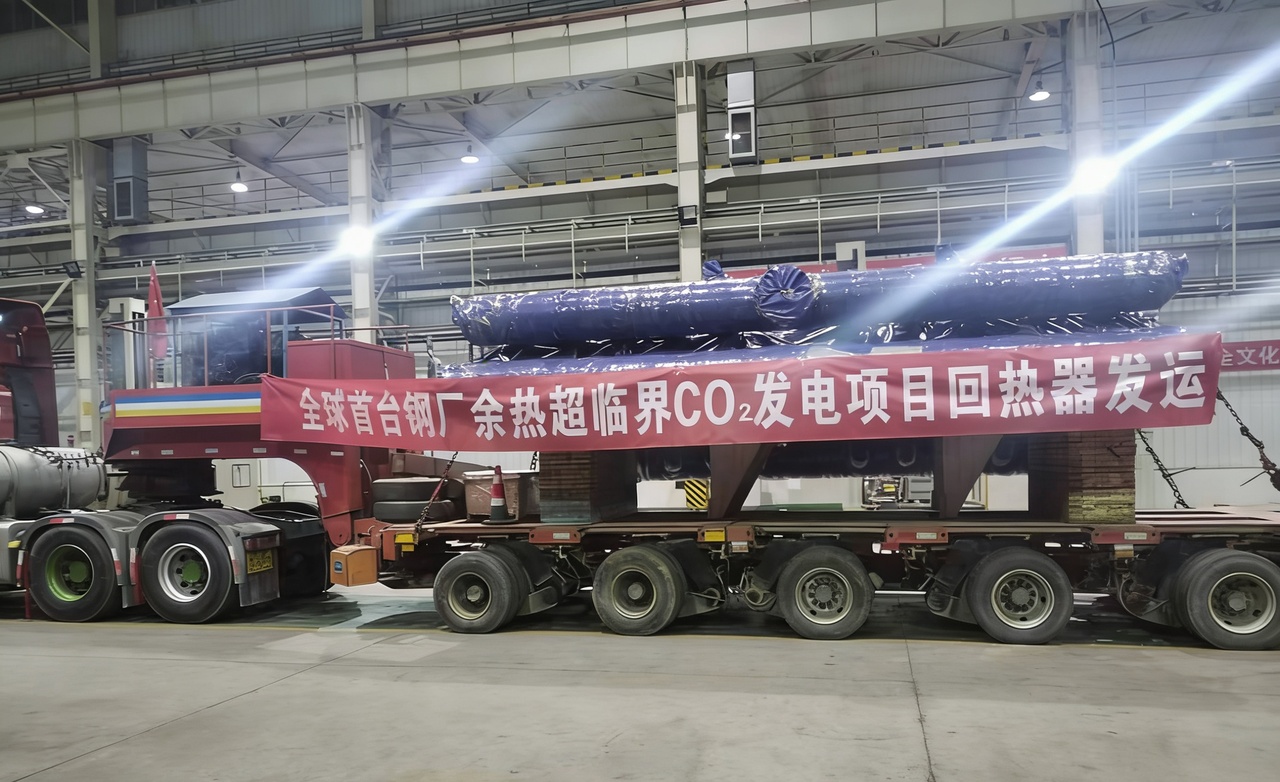
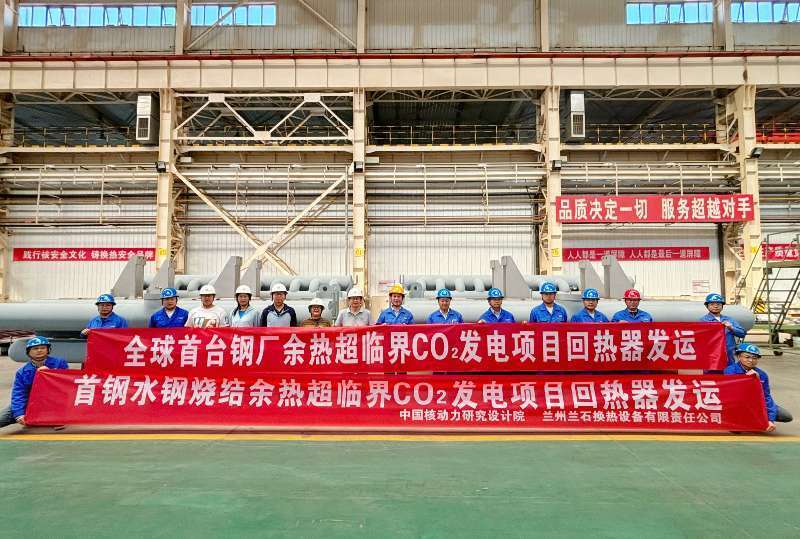
“超碳一号”,全球首台商用超临界二氧化碳(sCO₂)发电机组,其核心部件——两台全焊接微通道换热器(PCHE),被业内称为“能源心脏”。内部由3000片仅1.8毫米厚的不锈钢板叠压而成,无一颗螺栓,全靠焊接密封;需长期承受数百个大气压冲击,精度要求堪比航天器。而托起这一切的,正是刘自飞和他平均年龄32岁的团队。
2023年,当“超碳一号”核心设备任务下达时,这位曾完成核电、氢能等重大项目焊接的“兰石工匠”也犯了难。“3000片薄板一次成型,任何微小变形都会堵塞流道,整机报废。”刘自飞说,更棘手的是,技术100%国产化,全球无先例可循。
“就像蒸馒头,火大塌,火小不发。”刘自飞打了个比方。他带领团队扎进车间,上千次试验后,终于摸清真空扩散焊的“脾气”:在特定温度梯度与压力曲线下,让金属原子在微观层面“自然融合”。最终,芯体平面度误差小于0.1毫米,50余万条焊缝一次成型,实现“零变形”奇迹。
刚啃下芯体硬骨头,新难题又至:壳体与芯体组合焊接处,缝隙仅2毫米宽,传统氩气保护法不仅耗气巨大,还易致焊缝氧化。
“工作室不是挂牌子,是解真难题。”刘自飞说。他创新提出“高真空+微量动态氩气”复合工艺:先抽真空彻底除氧,再注入高纯氩形成动态屏障。这一招杜绝氧化风险,氩气用量降低80%。
2024年盛夏,车间40℃高温,团队轮班作业。当7米长环缝探伤显示“100%合格”,整个车间爆发出欢呼——这条“生命线”,稳稳接通。
最后是冷热侧汇总管线焊接:小直径、带坡口、全熔透,且100%射线检测。传统手工焊效率低、质量不稳。
“这是最棘手的‘卡脖子’环节。”刘自飞牵头攻关,首创“TIG打底+精密埋弧填充+手工修面”分层焊接法,并自主设计专用送丝机构,解决溜坡、咬边等顽疾。最终,焊缝一次合格,效率提升3倍。
2024年9月,两台PCHE顺利出厂;2025年12月20日,“超碳一号”在贵州六盘水正式商运,宣告我国在该领域实现从实验室到规模化应用的全球领跑。核心技术完全自主可控,总体水平国际领先。
从真空扩散焊突破,到狭缝防氧化创新,再到小管径高效焊接落地,刘自飞团队用50万道“零缺陷”焊缝,支撑起这场能源革命。他们的成果获“沪工杯”全国焊接创新一等奖等多项荣誉,更筑牢了中国制造的底气。
“国之重器深圳配资开户,容不得半点将就。”刘自飞说。在全球首台“超碳一号”上见证的中国焊接功夫,或许正是中国制造业突围最真实的注脚:没有惊天动地的口号,只有毫厘之间的极致追求,和一位优秀产业工人焊枪下的无声誓言。(工人日报客户端记者 康劲 通讯员 李清同)
广盛网app提示:文章来自网络,不代表本站观点。
相关文章

热点资讯
